




製品紹介
線ばね
各種スプリング
圧縮ばね(φ0.15~8.0)
引張ばね・捻りばね(φ0.4~4.0)
圧縮ばね、引張ばね、捻りばね(諸元計算による設計)


圧縮ばね(φ0.15~8.0)
引張ばね・捻りばね(φ0.4~4.0)
圧縮ばね、引張ばね、捻りばね(諸元計算による設計)
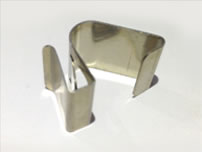
板ばね
板ばね(特殊薄板ばね)、材質SUS/SK等
バネ用ステンレス鋼、バネ用特殊鋼 0.2t~ (板バネ、皿バネ、ウエーブワッシャーなど)
スプリングバックを考慮した設計、製作


バネ用ステンレス鋼、バネ用特殊鋼 0.2t~ (板バネ、皿バネ、ウエーブワッシャーなど)
スプリングバックを考慮した設計、製作
一般プレス品
板厚(t=0.2(SK5)~6.0(SPH440))
◆材質SPHC t4.3mmに細溝幅2.0mmを加工
独自の加工技術により、板厚の1/2の細溝孔をプレスで抜くことが可能。
30t単発プレス~200t順送プレスで各種プレス品の加工が可能。


◆材質SPHC t4.3mmに細溝幅2.0mmを加工
独自の加工技術により、板厚の1/2の細溝孔をプレスで抜くことが可能。
30t単発プレス~200t順送プレスで各種プレス品の加工が可能。
せん断プレス品
◆製品精度
①単発金型による全周せん断加工(せん断長さ:板厚の70%/面粗度:Ra3.2)
②順送金型による部分せん断加工(せん断長さ:板厚の80%/面粗度:Ra1.6)
金型部品加工技術の向上により、汎用プレス機でのせん断加工が可能。


①単発金型による全周せん断加工(せん断長さ:板厚の70%/面粗度:Ra3.2)
②順送金型による部分せん断加工(せん断長さ:板厚の80%/面粗度:Ra1.6)
金型部品加工技術の向上により、汎用プレス機でのせん断加工が可能。
ワイヤーフォーミング
SWM-B(Φ4.5~Φ10) /ピアノ線(Φ4.5~Φ8.0)
最大製品長:1200mm
コイル材を矯正ローラで直線出しし、プログラム制御による加工が可能。
またコイル材を使用するため材料ロスが無い。


最大製品長:1200mm
コイル材を矯正ローラで直線出しし、プログラム制御による加工が可能。
またコイル材を使用するため材料ロスが無い。
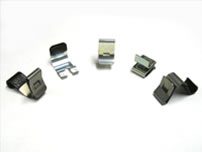
マルチフォーミング
SPCC(MAXt1.5) /材幅:MAX50mm
プレス機構と曲げの両方を備えた設備で、各アームはサーボモータで駆動するため
複雑な曲げ製品を連続して加工可能。
プレス機構と曲げの両方を備えた設備で、各アームはサーボモータで駆動するため
複雑な曲げ製品を連続して加工可能。
湿式研磨加工品
◆設備能力:板厚(T=0.9~10)/製品外径(Φ8~Φ135)
◆製品精度:平行度(0.02MIN)/板厚(±0.02MIN)/面粗度(Ra0.2MIN)
両面を同時に研磨できるため、板厚・平面確保が容易で、熱処理歪みも除去可能。


◆製品精度:平行度(0.02MIN)/板厚(±0.02MIN)/面粗度(Ra0.2MIN)
両面を同時に研磨できるため、板厚・平面確保が容易で、熱処理歪みも除去可能。
サブアッシー品
カシメ、スポット溶接及び各種組み付けの加工が可能。



MEIKO独自の高い技術力の一部をご紹介します。自動車業界の中で長く培われ、裏付けされた明確なノウハウが名興発條を支えています。



